While the work of foundation was running in the Champ-de-Mars, work was being done on workshop in the factories of Levallois-Perret, both as studies and as preparation of irons.
These studies, independently of the calculations given previously, according to which each of the sections was rigorously determined, were very laborious and that for two reasons. The first was that the sketches presented serious difficulties: the parts to be assembled were always located in oblique planes with variable inclinations and in addition they were almost all dissimilar. The second reason was the consequence of our habitual way of working, the application of which we have held more strictly than ever because of the special difficulties of construction. In this mode, the establishment is removed from the drawings in size used to draw calibers that are then reported with more or less precision on the various parts to be assembled. On the contrary, the design of each isolated piece was established by calculating, with a rigor which required the constant use of logarithms, the position on the latter of the various rivet holes through which its connection with the neighboring parts is obtained. All the holes were calculated mathematically to the nearest tenth of a millimeter. Each piece therefore required a special study and a special drawing that was usually established in half size for small pieces and fifth for larger ones.
This method is completely different from that used in major English works, even in the beautiful Forth Bridge. For these, it is possible to establish only overall drawings; the sketches themselves, drawn in size, are very sketchy and a large number of holes are drilled to be drilled on site at the request of the assembly. By our method, on the contrary, all the holes were pierced in advance with a great precision, the assembly was regulated by the holes themselves and it was by brochant, that is to say by pressing force into the holes a large number of conical steel pins, that brought the piece to assemble in its rigorous position. When the coincidence was complete, no verification of the assembly was to be made; we were sure that everything was going well and that the editing, as planned, was coming true. There was thus an absolute and complete preparation of the various pieces outside the building site, and on the construction site, simply the establishment and the scrupulous subjugation of the pieces with each other. Here is what Mr. Alfred Picard says in his General Report:
Despite the importance of editing, we did not see on the site these many teams that the we could expect to find there; the number of workmen has not exceeded 250: it is because the use of human force has been reduced to a minimum, as well as operations on the spot. The pieces arrived from Levallois-Perret's workshops, prepared to the extreme limit of what it was possible not to do in the Champ-de-Mars; there was no hole to drill, no adjustment to make; most rivets were laid; the elements of the construction adapted to each other without any retouching.
In this last point of view, the editing of the Tower clearly brought to light the profound difference between the French method and the English method. In Great Britain, work is usually done much less at the workshop and, consequently, much more developed at the place of employment; the parts are not prepared with such care at the factory; they arrive rather sided than finished; after presenting them, the editor retouches them, if necessary, and finishes their preparation.
Which of these two methods is the best? Without pronouncing myself, I can say at least that that of the French manufacturers has incontestable merits; it leaves nothing to the unexpected, it ensures rigorous precision for all parts of the construction, it restricts and simplifies assembly workshops.
To give an idea of the importance of study work, suffice it to say that the research department proper , directed by Mr. Maurice Kochlin, did for the frame of the Tower alone, not including elevators and ancillary works such as basements, stairs, tanks, restaurants, etc., more than 1,700 overall drawings; that the retail office headed by Mr. Pluot has established 3,629 drawings for execution. The surface area of these 5,300 drawings exceeds 4,000 m2. As for the number of different pieces which are detailed there, it amounts to 18,038. This considerable work required the diligent work of thirty draftsmen during eighteen months.
The irons were ordered from the factories of MM. Dupont and Fould, in Pompey (Meurthe-et-Moselle); the tests showed the following average strengths and elongations for test pieces 200 mm long.
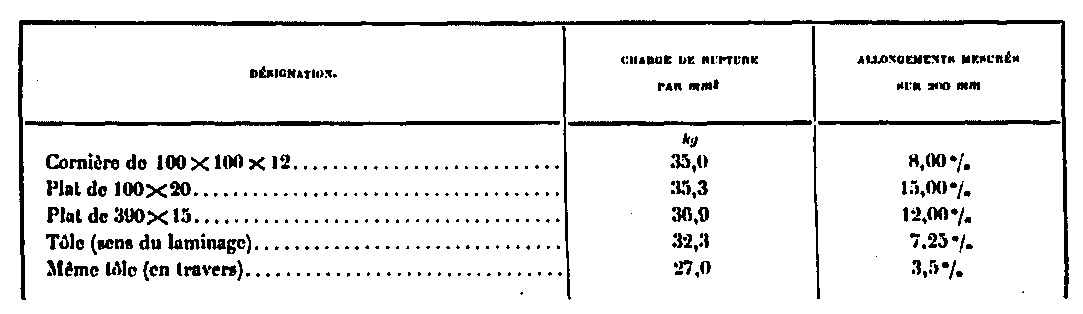
Their manufacture has never left anything to be desired and every effort has been made by this factory to never deliver us only irons of excellent quality.
The work went on in the workshops with the greatest regularity at a rate of three to four hundred tons a month, from June 1887 to March 1889. The total number of irons delivered by the workshop was 6,360 tons. This weight is significantly lower than the actual weight of the Tower, because it does not include the weight of rivets placed on site or that of accessory parts delivered directly to the site.
All assemblies have been studied with great care from the point of view of the ease of assembly and the minimum number of rivets to put on site. In addition, to eliminate any chance of error or even simple editing on site, which we wanted to avoid at all costs, all the parts before their exit from the workshop were presented flat by a series of montages with those to which they were to assemble.
Thus, none of these large assemblies were made according to their respective actual position, which is often done to ensure complete security. Because of the considerable dimensions of the workpieces, it would have been a cause of inconvenience, delay and unnecessary expense. It was advantageously replaced by a series of small flat mounts in which all the parts passed two by two in contact, without any escape to the necessary verification.
Thanks to all the precautions taken, no error occurred, and this work, which is of a complication such as it astonished us ourselves as the execution progressed , was done in such a way that, without exaggeration, we can declare that this execution was irreproachable. This result was due not only to the care taken by Mr. Létourneau, foreman, as well as MM. Pentecost and Gagnot, foremen; but also, for all the staff, a set of conditions resulting from a long experience of the great works and emulation very difficult to meet and maintain. Everyone, in view of the goal to be reached, made it a point of honor to provide the most dedicated assistance.
See also: